
 English
EnglishNACHHALTIGE MOBILITÄT FÜR
EINE BESSERE ZUKUNFT
ERSTE INDUSTRIELLE HERSTELLUNG VON HOCHWERTIGEM RUß,
DER ZU 100 % AUS ALTREIFEN GEWONNEN WIRD
ERSTE INDUSTRIELLE HERSTELLUNG VON HOCHWERTIGEM RUß,
DER ZU 100 % AUS ALTREIFEN GEWONNEN WIRD
DERZEIT EINE DER GRÖSSTEN MARKTCHANCEN
Altreifen pro Jahr
Altreifen auf Deponien
Ruß pro Reifen
Tonnen Ruß pro Jahr
Tonnen CO₂-Emissionen pro Jahr
VOM ALTREIFEN ZUM HIGH-PERFORMANCE RCB
RCB Nanotechnologies hat in Zusammenarbeit mit der Fraunhofer-Gesellschaft eine technologisch und ökologisch nachhaltige Lösung zur Herstellung und Vermarktung von hochreinem rCB® (Recovered Carbon Black) entwickelt.
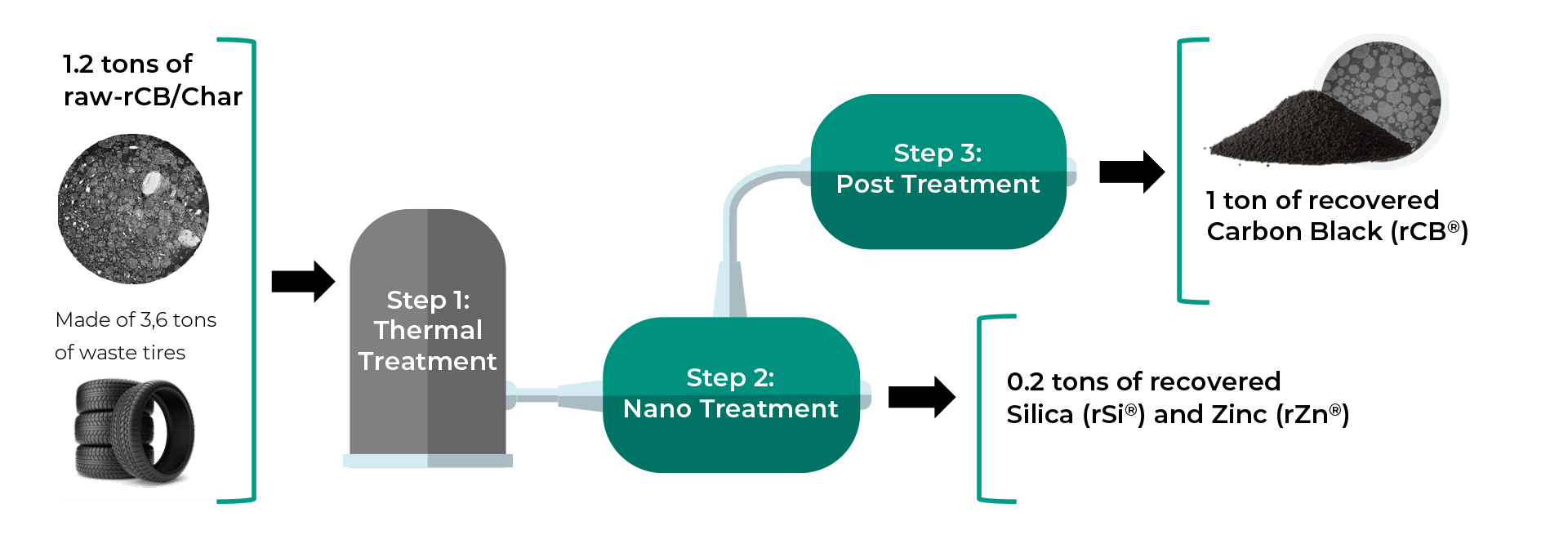
Mithilfe eines innovativen, patentierten industriellen 3-Stufen-Prozesses wird konventioneller Roh-rCB aus der Reifenpyrolyse zu einem hochwertigen Werkstoff aufbereitet.
Die Technologie ermöglicht die Herstellung von hochreinem rCB® mit über 96 % Kohlenstoffgehalt und gleichbleibender Qualität, deren Leistung mit der von Virgin Carbon Black vergleichbar ist. Dadurch kann fossiler Carbon Black in Reifen-, Gummi- und Kunststoffanwendungen vollständig ersetzt werden.

Carbon Black (Industrieruß) ist ein Hochleistungsrohstoff mit genau definierten Materialeigenschaften. Er wird hauptsächlich als Verstärkungsfüllstoff in Reifen und technischen Gummiprodukten sowie als Schwarzpigment und elektrisch leitfähiger Zusatzstoff, beispielsweise für Batterien, eingesetzt. Verwendung weltweit:
Reifenindustrie
Technische Gummiprodukte
Schwarzpigmente und Spezialanwendungen
ÜBER 80 % DES WELTWEIT PRODUZIERTEN CARBON BLACKS WERDEN FÜR UNSERE TÄGLICHE MOBILITÄT EINGESETZT.

Niels Raeder, Founder & CEO of RCB Nanotechnologies GmbH
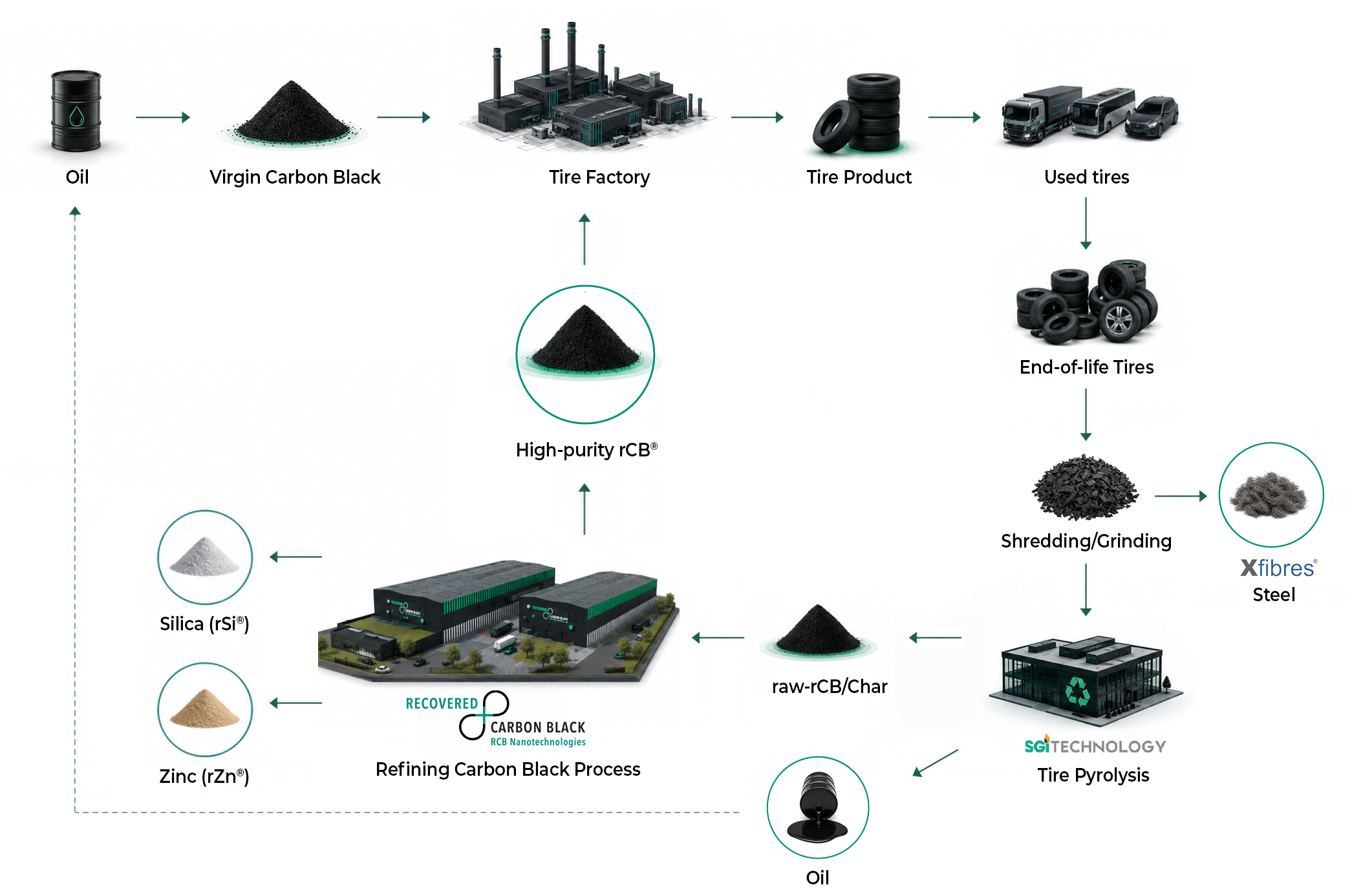
Der Veredelungsprozess von RCB Nanotechnologies verwandelt Roh-rCB (Char) aus der Reifenpyrolyse in eine hochwertige, nachhaltige Alternative zu fossilem Virgin Carbon Black. Gleichzeitig entstehen aus der abgetrennten Aschefraktion weitere wertvolle Rohstoffe für unterschiedliche Industrieanwendungen.
Die Technologie wird kontinuierlich von der Fraunhofer-Gesellschaft weiterentwickelt und optimiert; zusätzliche Patente befinden sich in Vorbereitung. RCB Nanotechnologies hält die exklusive weltweite Lizenz für die industrielle Umsetzung sowie die Vermarktung der Technologie und ihrer Produkte.

RECOVERED CARBON BLACK (high-purity rCB®)
Unser rCB® weist einen Kohlenstoffgehalt von über 96 % auf. Es wird auf eine Partikelgröße von unter 10 Mikrometern vermahlen, pelletiert, getrocknet und verpackt. Dadurch wird es in derselben Form geliefert wie herkömmlicher Carbon Black und kann problemlos in bestehende Produktionsprozesse integriert werden.

SILICA (rSi®)
Siliciumdioxid steht in verschiedenen Formen, beispielsweise als Pulver oder Suspension, zur Verfügung. Es findet unter anderem Anwendung in Farben und Lacken, Baustoffen, Kunststoffen, Reifenlaufflächen sowie in der Halbleiterindustrie.

ZINC (rZn®)
Wir bieten Produkte auf Zinkbasis für den Einsatz in Farben, Halbleitern, Pharmazeutika und bei der Reifenvulkanisation sowie für viele weitere Anwendungsbereiche an.
UNSERE EINZIGARTIGE TIRE VALUE PLATFORM VERWANDELT ALTREIFEN IN HOCHWERTIGE ROHSTOFFE – DURCH EINEN VOLLSTÄNDIG ZIRKULÄREN WERTSCHÖPFUNGSPROZESS.
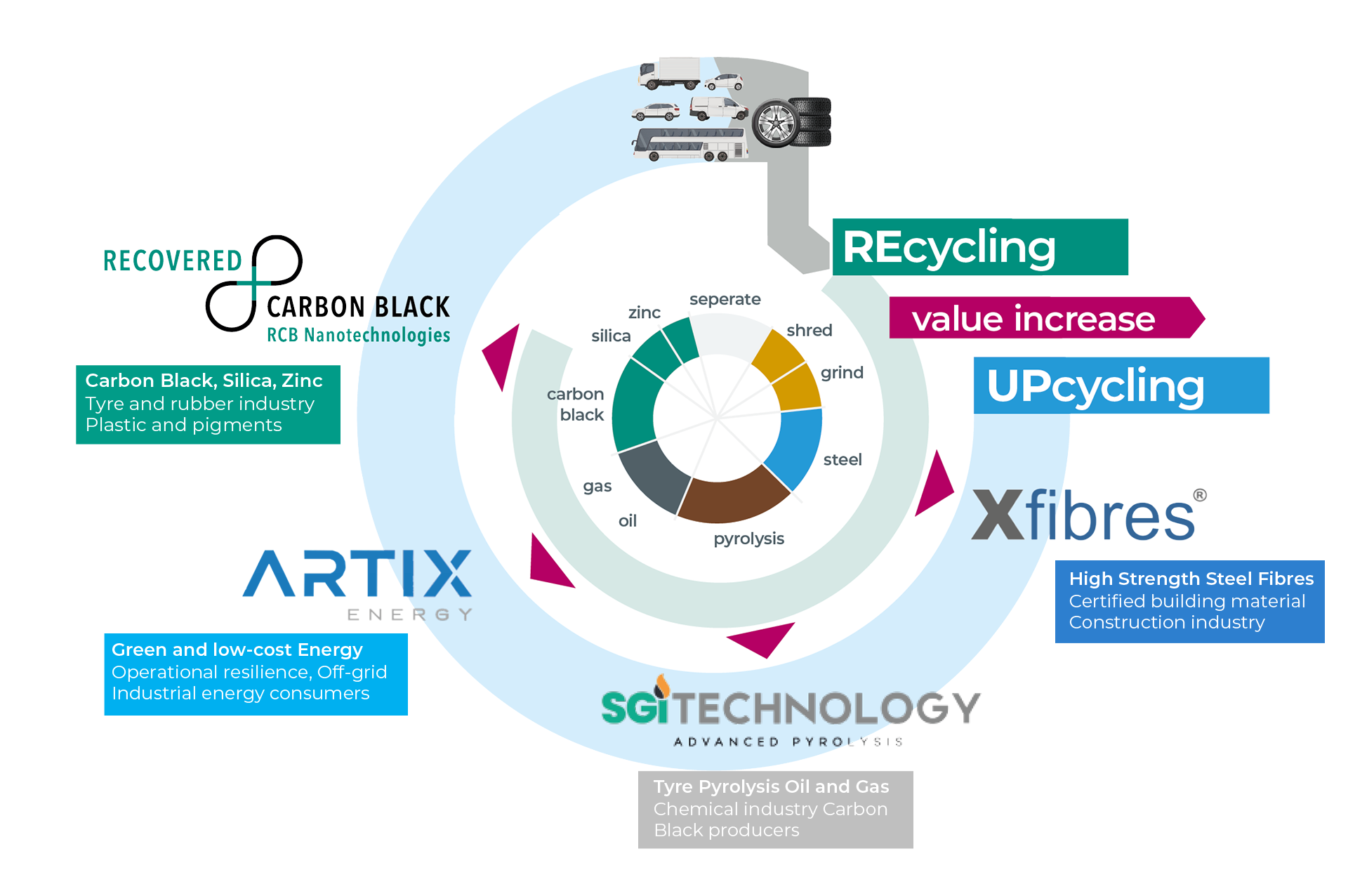
… die gewonnenen Produkte in eigenen industriellen Anlagen wirtschaftlich und im großen Maßstab produzieren und weltweit vermarkten.
… Roh-rCB (Char) von verschiedenen Pyrolyseunternehmen beziehen und zu hochwertigen, marktfähigen Produkten veredeln.
… ein zuverlässiger Partner für Unternehmen sein, die nachhaltig produzierte Rohstoffe für ihre Produkte einsetzen möchten.
RCB Nanotechnologies verfolgt das Ziel, jährlich bis zu 12,75 Millionen Tonnen Altreifen zu verwerten und dadurch rund 8,25 Millionen Tonnen CO₂-Emissionen einzusparen.
Unterstützung der UN-Ziele zur Reduzierung von Deponieabfällen
Recycelte RCB-Produkte ersetzen fossile Primärrohstoffe
Weniger Verbrennung bedeutet deutlich geringere CO₂-Emissionen
RCB verwandelt Altreifen in hochwertige Rohstoffe
